
Создать углы 80–90 градусов можно с помощью целого ряда методов:
1. Использовать тиски и паяльную лампу (нагрев).
Простой, быстрый, но достаточно опасный вариант. Минус — ограничение в размерах профиля, вероятность сплющиваний в месте гиба. Применим обычно профиль не более 40х20 мм, с толщиной стенки не более 2 мм (лучше — 1–1,5 мм).
Схема гиба такова:
- Засыпаем в трубу речной песок. Ставим заглушку. Затем немного его утрамбовываем, досыпаем песок, ставим заглушку с другой стороны.
- Фиксируем трубу с помощью тисков.
- Нагреваем металл (место гиба) паяльной лампой. Сгибаем до необходимого угла.
- Убираем заглушки и песок.
Для профиля менее 20 мм толщиной можно применить ту же схему, но без нагрева.
2. Сварка.
Большой плюс этого способа — возможность получить угол именно в 90 градусов. Минусы — потребность в специальном оборудовании (аппарат для сварки, болгарка и прочее); длительность и сложность процесса (резка металла, зачистка швов). Можно варить углы разной сложности и прочности. Далеко не все они доступны новичку.
Приведём ряд примеров:
- Самый простой путь — использование двух кусков профиля одного размера. Очень важно, чтобы срез каждой трубы был идеально прямым. Либо уложить трубы, либо поставить одну вертикально, вторую горизонтально. Видимое отверстие в трубе заварить, вырезав кусок металла по размеру: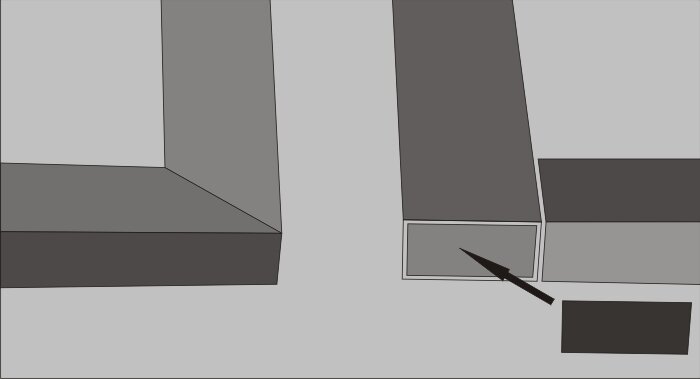
- Чуть более сложный способ — соединение под углом 45 градусов. Угол можно замерить с помощью транспортира, срезать металл с помощью болгарки. А затем соединить трубы по срезу и сварить.

Вариант простой. Но сварной шов получается здесь довольно крупный, его сложно качественно зачистить.
- Схожий, более сложный, но и более красивый вариант — при работе с одной трубой. Здесь на месте гиба вырезаем 5 уголков (длина в основании — 8 мм, расстояние между уголками – 12 мм). Точно такие же уголки — на параллельной стороне профиля. По низу профиля — разрезы по 8 мм.

Профиль, если он достаточно тонкий, закрепляем тисками и сгибаем рукой до соприкосновения сторон уголков. Если профиль более толстый, применяем нагрев.

Затем свариваем стыки.
- Ещё один вариант, с меньшим количеством сварных швов:
Вырезаемый болгаркой участок – с двух сторон. С третьей вырезается полоса размером в 2 см (есть на рисунке). На 4 стороне профиля — без надрезов.
Далее стороны профиля соединяются:

Затем производится сварка и зачистка швов.
3. Для тех, кто не имеет сварочного оборудования, можно использовать первый вариант, но использовать не сварку, а саморезы (и заглушку, чтобы закрыть отверстие).
В большинстве случаев способы с саморезами сложнее, так как для закрепления поверхностей придётся вырезать своеобразные «язычки» (для крепления саморезов). А их угол менять с помощью молотка.
Таким образом, согнуть профиль под углом 80–90 градусов можно, хоть и сложно. Это в большинстве случаев требует применения целого ряда приспособлений (транспортир, болгарка с разными дисками, сварочный аппарат и прочие) и аккуратности.
4. Однако есть ещё один вариант — гиб. Просто, красиво (никаких швов), не требует множества приспособлений — только трубогиб DINO и углогиб. Никакой резки и сварки!
Этот вариант позволяет создать внутренний угол 80 градусов для профиля 40х25 мм. С помощью углогиба можно формировать П-образные, квадратные (прямоугольные), треугольные заготовки без риска деформации металла.

Важно, что можно работать также с круглой трубой, делая, к примеру, ножки для стульев и табуреток, элементы навесов и многое другое.
Красиво, быстро и безопасно. Для создания нужного угла в этом случае нужны секунды (в некоторых методах, описанных выше, требуются часы работы). Если же нужен иной угол дуги, можно использовать трубогиб DINO, сгибая профиль размером до 60х40 мм.
Углогибы, а также трубогибы DINO, прочий инструмент по ценам завода-производителя можно приобрести в интернет-магазине «ГлавСтанок». Срок доставки — от 2 дней!
































